Injection moulding | Manufacturing technologies
Injection moulding is the base of our full service offer
Plastic injection moulding is particularly suitable for the production of plastic parts in high volumes.
With our machine park of 44 modern plastic injection moulding machines with a clamping force of 35 to 1,000 t, we offer our customers a wide range of manufacturing options and produce qualitative precision parts with a product weight of 0.05 to 3,000 g in various classic processes.
In addition to standard injection moulding, 1- to 4-component injection moulding with multiple colours is possible as well as hard-soft compounds.
With the injection moulding process used, various thermoplastic hard and soft plastics* can be processed, such as PA, ABS, PEEK, PEI, PC, PBT, ASA, blends, TPE, TPU, TPV, PMMA.
Manufacturing technologies
2-component injection moulding
The injection moulding process combines several advantages in one workpiece.
2-component plastic injection moulding (2C) is an innovative process that makes it possible to combine different plastics in a single production run. The applications are versatile and range from automotive or electronic parts to household appliances. Depending on the requirements or design, the components can be sharply separated or injected into each other using the appropriate production process.
A particular advantage of the 2C process in the production of complex components is the combination of different or even opposing colours, materials (price-intensive/cheap), properties (hard/soft | light-conducting/light-impermeable | partial finishing e.g. with chrome coating…), technical functions (fixed/movable) or haptics (soft/smooth).
All common techniques have been part of our expertise for decades: Insertion technique, turning/sliding technique, index plate and core back technique.

This fully automated production process eliminates subsequent assembly costs and shortens production time. Targeted placement of the material avoids unnecessary material losses. These efficiency gains have an impact on the quality and profitability of the product.
IML – In Mould Labelling
Designintegration in IML and first-class surfaces.
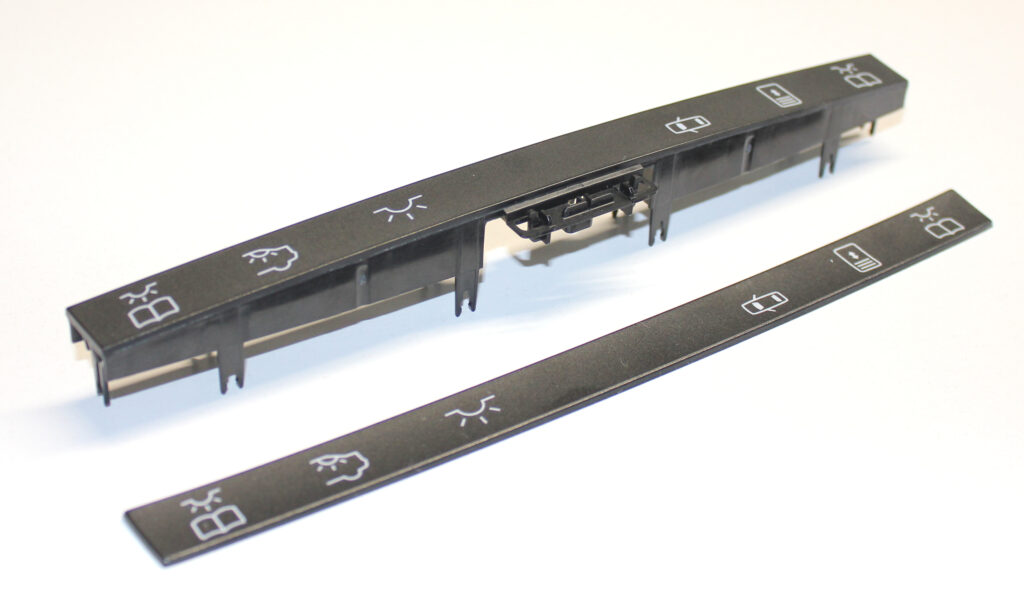
In the back-injection technique (also called in-mould labelling -IML-), prefabricated decorative elements are seamlessly and permanently embedded with plastic during the injection moulding process. The end products are not only more visually appealing, but also more resistant to wear or weathering. Furthermore, they are scratch-resistant as well as shrink- and tear-resistant.
The possible applications are wide-ranging and include products in the automotive and household appliance sectors as well as technical components with the so-called human-machine interface (HMI). An example of this are operating elements, buttons and switches, which can be designed in different colours and shapes. Depending on the application, they can be partially or fully illuminated (day/night design).
Integration during injection moulding eliminates or minimises the use of additional adhesives and optimises production costs.
Variotherm
Quality improvement and high-end surfaces.
In this special process, the mould wall is heated to the softening temperature of the plastic before injection. As a result, the melt flows evenly and close to contour without flow marks or streaks. In addition to the good moulding of the surface, variothermal mould temperature control can be used to improve function, structure or surface appearance: Sink marks with special wall thicknesses are avoided; the production of components with a high-quality, high-gloss surface could be carried out without subsequent painting.

Internal gas pressure process
Efficient production of parts with cavities.
During the injection process for thick-walled parts, gas is introduced into the plastic core to avoid sink marks. The melt is displaced with gas and pressed into the mould. This creates a cavity with lower material weight and at the same time improved stiffness and stability. Long and thick-walled parts can be produced in one operation with this process without sink marks.
We have our own pressure generating unit that compresses the required nitrogen to a sufficient pressure. This means that several machines can be supplied. Nitrogen production runs in an energy-saving way, as only the required pressure is generated.
Insert injection moulding
Functional combination of plastic with other materials.
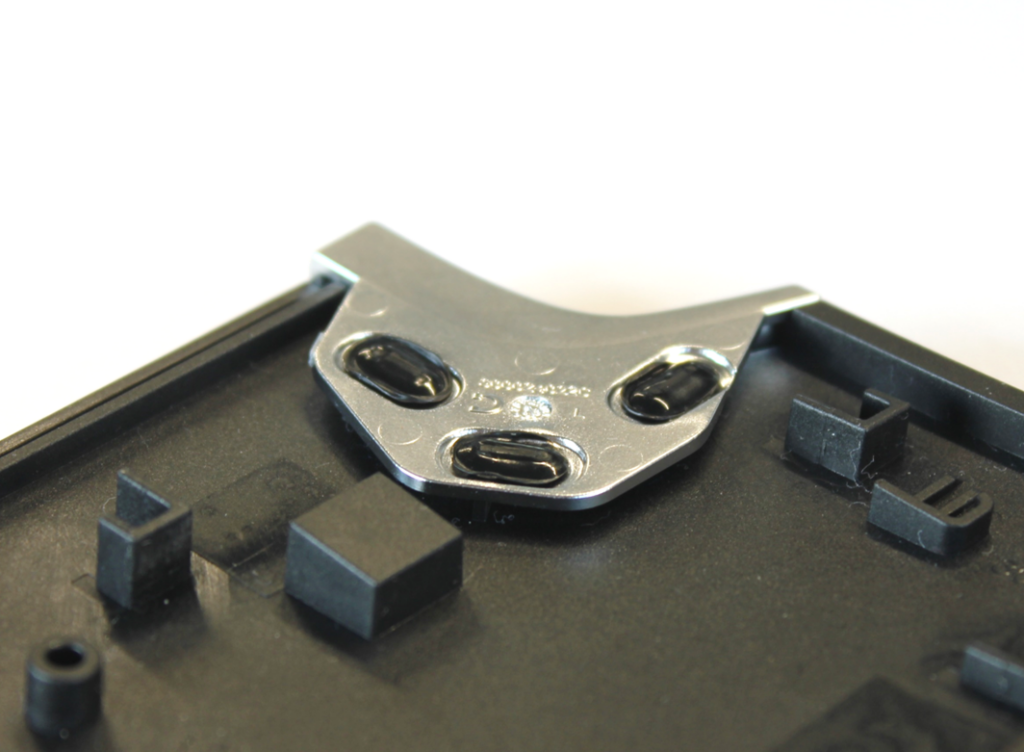
Moulded parts such as metal pins, threaded inserts or bearing bushes are embedded in the mould and overmoulded with plastic. Depending on the product design, insertion in the production process can be fully automatic. Since no subsequent assembly is necessary, costs, energy and production time are saved. Not only functional and mechanical properties can be improved thanks to insert technology: The end product can be optimised in design and appearance and the surface can be refined as desired.

Plastic welding
Depending on the requirement: different welding processes.
Plastic welding is a common joining process to permanently bond 2 components together. The plastics used must have thermoplastic properties so that they can be repeatedly melted and subsequently solidify. We offer different welding processes depending on the requirements and special features of the plastic to be welded:
- Hot plate welding
- Infrared welding
- Ultrasonic welding
- Hot gas welding
- Laser plastic welding
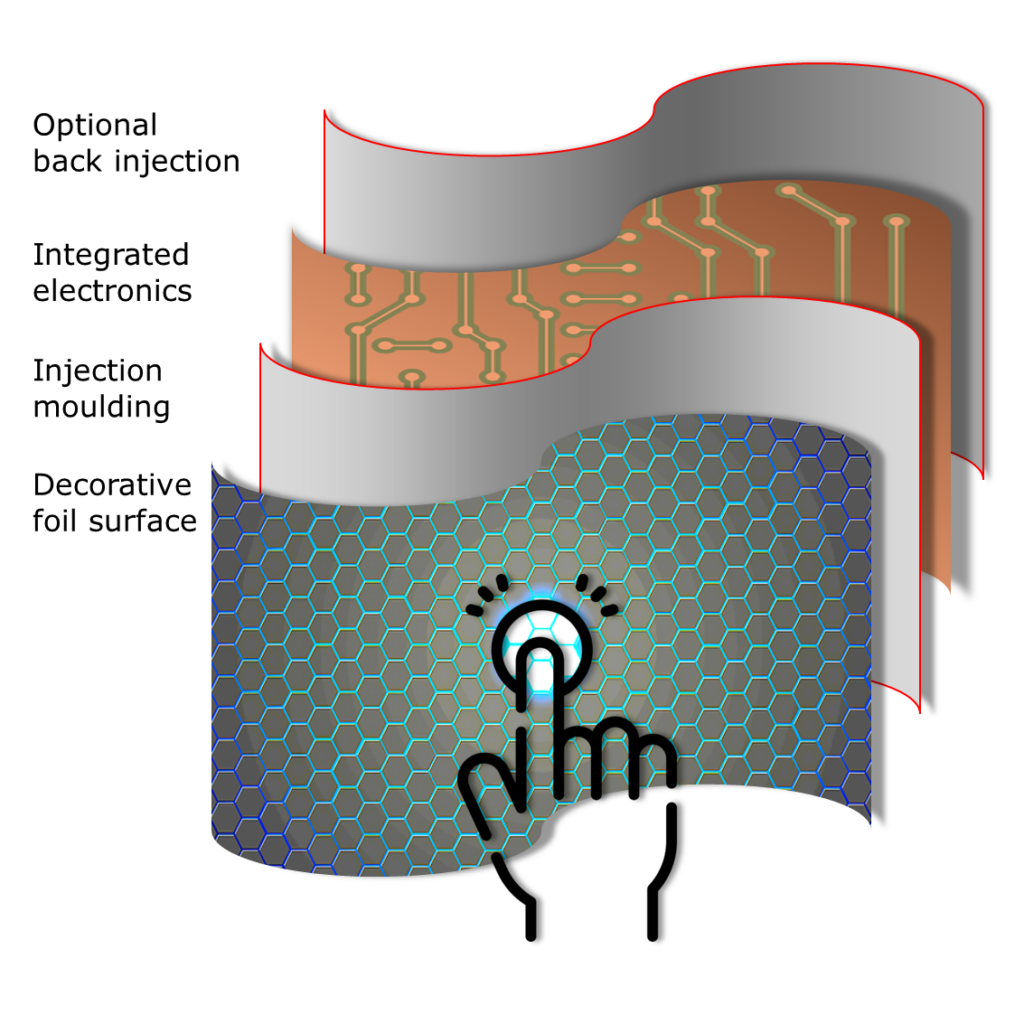
Functional and smart plastic surfaces
Design surfaces with function.
Electronic user functions and proximity gestures offer new possibilities for the design of plastic products. Films with electronic coating structures can be integrated into injection moulded parts and offer sensor functions such as optical signals and contactless operation. Intelligent surfaces enable fast, flexible and automated manufacturing processes. Graphic designs can be easily changed through film back injection, without additional tooling investments.
Possible applications of integrated electronics can be
- Electrical circuits
- Lighting: single or multi-coloured indicators, animated lighting and logos
- Controls: printed touch controls, moulded plastic surfaces for 2D and 3D controls
- Sensors and antennas
Infrared deburring
High-quality deburring of complicated components.
Infrared deburring is used when sharp-edged burrs are unavoidable due to shape or design. The plastic parts are instantly heated by the infrared radiation and the unwanted burrs are melted away. This is done extremely precisely thanks to the exact shape of the infrared emitter without damaging the workpiece.
Infrared deburring fits perfectly into the automated process and saves subsequent manual processing.

* Polyamide (PA), acrylonitrile-butadiene-styrene (ABS), polyetheretherketone (PEEK), polyetherimide (PEI), polycarbonates (PC), polybutylene terephthalate (PBT), acrylonitrile-styrene-acrylate copolymer (ASA), polymer blends, thermoplastic elastomers (TPE), thermoplastic polyurethanes (TPU), thermoplastic vulcanisates (TPV), polymethyl methacrylate (PMMA).